This blog on Condition Monitoring of Paper Mill Press is from our friends at Dewesoft and written by Rok Mesar, Business Developer. For more information on Condition Monitoring, contact us.
Introduction on Condition Monitoring of Paper Mill Press
Paper mills, paper-making machines, are used in the industry to produce paper in large quantities and at high speed. They process a pulp of plant fibres that link up in the presence of water through a system of rotating rolls.
Pulp & paper manufacturing companies may face damaging and expensive bearing failures in its paper mills. Such machinery failures affect the paper quality, increase maintenance and operational costs, but can however be prevented by machine condition monitoring.
Modern paper-making machines are based on the principles of the Fourdrinier Machine, which uses a moving woven mesh to create a continuous paper web by filtering out the fibers held in a paper stock and producing a continuously moving wet mat of fibre. This is dried in the machine to produce a strong paper web.
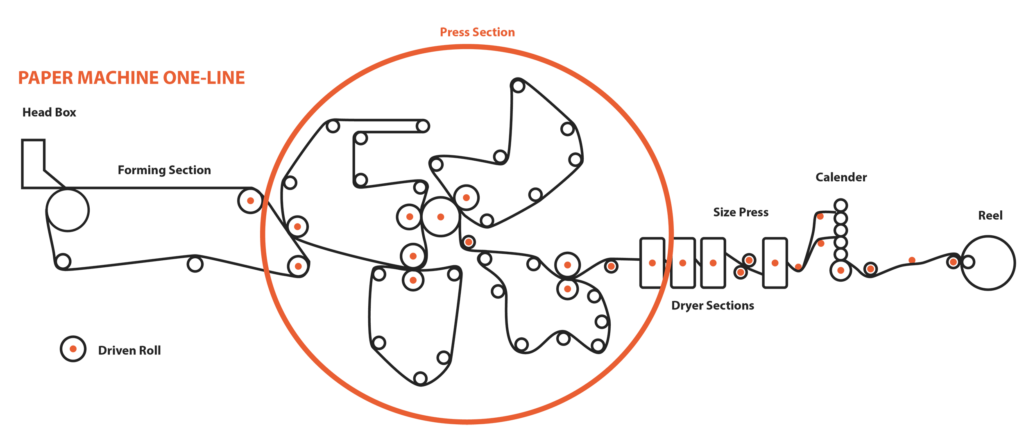
Press Section of Machine
An important section of the paper machine is the press section, which removes much of the remaining water via a system of nips formed by rolls pressing against each other aided by press felts supporting the sheet and absorbing the pressed water.
The press section is composed of multiple rolls nipped together in order to squeeze the water out of the sheet of paper. The felt is used to support the sheet and to take the water from the sheet. The press section has a major impact on paper properties such as roughness and absorption as well as on the manufacturing cost.
Inefficiencies of the water removal in this section cause increased steam consumption in the drying section – where the energy costs are higher – and decreased production due to the machine’s lower speed.
Press Section Bearing Failures
One of the most frequent issues in the paper mills press section is damaging and expensive bearing failures on press rolls which affect the paper quality and lead to stopped production. In many cases the bearing damage causes a whole bearing to come to a complete stop resulting in major damages of the roll shaft.
The defects in the rolling element bearings may come up for a range of reasons:
- improper design of the bearing or improper manufacturing or mounting,
- misalignment of bearing races,
- an unequal diameter of rolling elements,
- improper lubrication,
- overloading,
- fatigue, and
- uneven wear.
Things break, but naturally regular preventive measures can keep the bearings at peak performance. The maintenance procedure is normally conducted in the following steps:
- The paper machine is shut down.
- The damaged roll has to be removed and replaced with a new one.
- The bad roll is sent to the workshop where the bad bearing is replaced with a new one.
To execute the replacement and re-start the production may easily cost somewhere around 80 man-hours – in addition to the costs associated with stopped production.
Such incidents are commonly a clear signal to the operations team that the implementation of a predictive machine condition monitoring system is a must at every papermill production stage to avoid future expensive failures.
Predictive maintenance techniques and condition monitoring techniques help determine the condition of in-service equipment in order to estimate when maintenance should be performed. This allows for convenient scheduling of corrective maintenance and preventing unexpected equipment failures.
Machine Condition Monitoring Solution
Machine Condition Monitoring (MCM) is a predictive maintenance technique permanently monitoring various parameters of the condition of machinery to perform data analysis such as vibration or temperature, while in operation. Permanent monitoring is the only way to understand the condition of the rotating machine in detail and to be able to perform the right maintenance.
Data collection, data preparation, and data quality are the key inputs for any predictive model and quality control. To do predictive maintenance, first, we add sensors to the system that will monitor and collect data about its operations. Data for predictive maintenance is time-series data. Data includes a timestamp, a set of sensor readings collected at the same time as timestamps, and device identifiers.
Using Accelerometers
The best and the most cost-efficient solution is to install accelerometers with embedded temperature sensors and bandwidth of 0-10 kHz on each roll. The sensors should be mounted using threaded studs to ensure that the vibration is faithfully transmitted to the accelerometers. The selected mounting positions need to be as close to the roller bearings as possible if feasible directly on the bearing housing.
The accelerometers have to be placed on the drive end as well as on the non-drive end in Vertical and Horizontal positions. Since the press roles working speed changes, also tachometers for speed reference need to be mounted.
Using KRYPTON IP67 DATA ACQUISITION DEVICE
Because of the very high humidity present in the press section, we recommend using KRYPTON IP67 graded data acquisition devices like for example KRYPTON-4xACC module – 4 channel IEPE sensor amplifier – and KRYPTON-1xCNT for tacho inputs.
The units are designed to be linked together. With a single cable delivering power, synchronization, and data transfer. Data is sent to the system computer (referred to as the Measurement Unit) where the Dewesoft X Professional MCM license is running and is converting raw time-based vibration data to MCM data.
The measurement unit sends the computed data to the local server. This is where the Dewesoft Historian time-base database is installed. In case the customer does not have the right resources and experience to properly interpret the data for predictive analysis. Dewesoft can leverage our additional services that support our clients in generating the proper Predictive Analysis Reports.
To do so, we install our web-based application using Dewesoft Grafana. It is for high-level presentation and decision making. As well as for remote access and online condition monitoring. This enables our technical team to work closely with our customer’s staff. To provide them with 24/7 remote support and real-time feedback about the health of their machines.
Bearing Failures
Because bearing failures on the rolls are to be expected it is recommended using the Dewesoft X3 Professional Machine Condition Monitoring data acquisition software package including the Envelope detection and Order tracking functionality.
Many press rolls use spherical roller bearings. The running speed of the rolls is expected to be between 70 and 110 RPM. To simulate the real case scenario we evaluated two bearings: Bearing A damaged with an outer race crack – see figure 4. and bearing B, a flawless SKF 2232E bearing.
For the purpose of the test, both bearings were mounted on an in-house testbed. Using a VFD (Variable Frequency drive) with a motor coupled to a gearbox driving the roll we achieved very similar conditions as expected in the Paper Mill press section.
The Dewesoft system identified the faulty bearing issue by first filtering out the lower and higher frequencies components of the signal. It then implemented an envelope detection algorithm that shifted the signal to a lower frequency spectrum (also known as demodulation). This clearly showed that the problem was in the outer bearing race of the bearing A.
How does everything work behind the scene? The algorithm that calculates the envelope uses two frequency ranges as inputs (Figure 6):
- The frequency band of the raw signal about which the resulting signal will be enveloped. Typically, a high-frequency signal. For example 2500 Hz – 8000 Hz, that needs to include the ball-crack ringing frequency but filters out low-frequency signals, and
- the bandwidth of the resulting envelope signal, that needs to include the bearing component signature frequencies looked for.
Envelope Detection Algorithm
The figure below shows the setup of the Envelope Detection algorithm in Dewesoft software which is fairly easy to set up and use. It also offers a comprehensive bearing database calculated from manufacturer data. We selected the SKF 22320E type of bearing. The software automatically calculated the corresponding Ball Pass Frequency Inner and Outer (BPFI and BPFO), Cage, and Rolling element frequencies.
Why might other systems not recognize the failure? Because they might be using low-speed accelerometers and/or do not have the envelope detection feature.
The ringing sound frequency, coming from bearings, has very low energy. In order to analyse it mathematically, we first needed to filter out the lower and higher frequencies of the signal. Then envelope it into a lower frequency spectrum (also known as demodulation).
The raw signal, as seen in figure 7, determines some high-frequency ringing on the raw time-domain signal. However, it is very difficult to understand what is the reason behind it.
To get a better insight, we also did the FFT representation of the raw signal (see figure 8). Showing very low energy peaks at the 1 x RPM, 2 x RPM, and especially at 1 x BPFO frequency.
1x BPFO of the raw acceleration signal can be explained as follows.
When a ball hits the crack in the outer race, the actual vibration that occurs due to the hit. Has a much higher frequency than the BPFO. The outer race and the ball basically produce a high-frequency ringing vibration signal (also heard as sound) for a short period of time. This signal pattern reoccurs each time a ball hits the crack. Therefore, the pattern is repeating at the BPFO frequency, but the ringing itself has a much higher frequency.
Conclusion
By installing the Dewesoft Machine Condition Monitoring solution paper mills get a reliable solution to detect bearing issues for its press section rolls. The efficiency of the Dewesoft solution for detecting bearing failures – well in advance to the failure. Also applies to other types of machinery in the industry. Such as blowers, conveyor belts, chippers, chip classifiers, refiners, pressure screens, screw conveyors, agitators, nip monitoring, felt rollers, etc.
Dewesoft machine condition monitoring solution enables detection of bearing faults. Also other issues such as overheating, shaft imbalance, detached mounting, gear-tooth failure, load misalignment, and stator eccentricity.
The solution significantly reduces the maintenance costs and time. As well as eliminates the downtime in the press section due to bearing failures. However, the multiple software features allow both clear operator supervision. As well as in-depth machine condition analysis suited for PDM experts.