This application note talks about one customer’s approach on how to reduce costs for a Diesel Pump System.
The Customer
A manufacturing company based overseas, requires large volumes of water for cooling the equipment it produces. Firstly, to achieve uninterrupted facility operation is constant water supply by pumping stations. The production facility owns pumping stations, placed on the banks of a nearby river.
Secondly, the pumping stations contain industrial diesel water pumps. These pumps are driven by diesel-powered 300kW engines and are used to remove water from the river and pump it to the tanks located within the production facility. They consume large amounts of Diesel.
The Problem
If the customer runs out of diesel > then the water doesn’t flow > production stops.
Initially, the customer thought their largest problems were fuel theft and the inability to remotely monitor when the diesel fuel tanks need to be refilled. However, after these solutions were implemented, they were surprised to learn the greatest problem was predictive maintenance on the pumping stations.
Therefore, the three main problems
- Fuel Consumption Measurement
- Fuel System Remote Monitoring
- Predictive Maintenance Systems for the Diesel Pumps
Machinery
- Pumping Station
- Industrial Diesel Water Pumps
Solution to Reduce Costs in Diesel Pump System
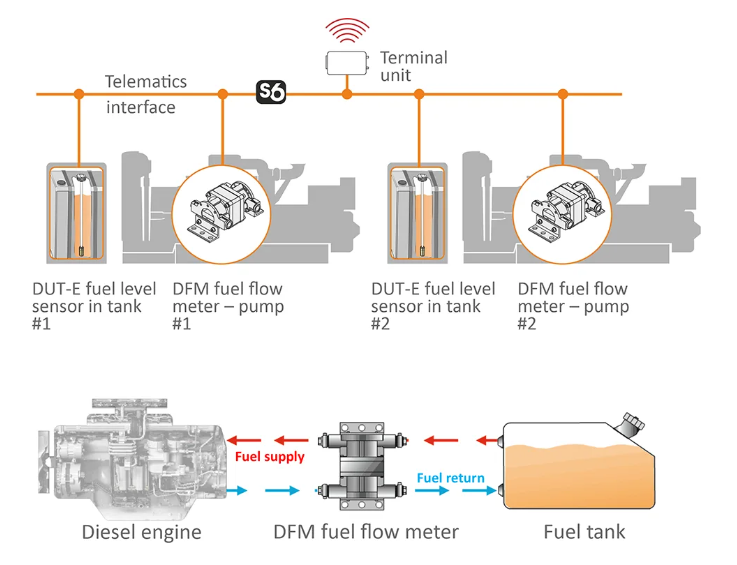
Fuel Level Sensor = DUT-E CAN
Firstly, the DUT-E CAN is a capacitive fuel level sensor. It is installed into a fuel tank of a vehicle or stationary unit. However, in this application, it was installed into the feed fuel tanks of each pumping unit.
Fuel Flow Meter = DFM D CAN
Firstly, the DFM D CAN is differential or two-chamber fuel flow meter. It was installed into the supply and return lines of the fuel system. Therefore, providing accurate fuel consumption measurement.
The fuel flow meter and the fuel level sensor both featured a digital CAN J1939/S6 interface. It provides several operations parameters such as:
- The fuel level, fuel volume and fuel temperature in the tank
- Overall fuel consumption
- Fuel rate and fuel temperature in feed and return lines
- Engine run time in “Idling” and “Normal” operation modes
- Fuel usage in “Idling” and “Normal” operation modes
Altogether this fuel monitoring system consisting of the DFM flow meter and DUT-E level sensors provide over 50-fuel related parameters that the customer can access.
S6 Technology was used for installation. S6 is an advanced method of connection, all over a single wire. Advantages being it eliminates the risk of errors, time saving for connecting and powering up all devices within the network. As well as ensuring 100% compatibility between devices. Therefore, the technicians installed the fuel monitoring systems and the data logger/terminal unit using this technology.
Result
As mentioned earlier, fuel theft from the pumping station was an initial concern for the customer. However, that was easily solved with the installation DFM and DUT-E. No allowance for any manipulations, as fuel sensors immediately alarm if fuel drains from the tank. In addition, the fuel flow meter prevents accessing diesel through the fuel lines. Also, the fuel level sensors enable the company to accurately determine the current diesel levels without manually checking. Therefore, ensuring there is always enough diesel to continue production.
After the installation of the fuel consumption and monitoring system, data from the DFM fuel meter showed the diesel rate in the supply and return lines dropped without any obvious reason. However, real fuel consumption increased by 15%.
The infield maintenance team visited the site. It was found that the fine filters were clogged due to unstable fuel quality. As there were no alternative suppliers, the only option was to set up an automatic alarm system. This notifies personnel when fuel rate is decreasing below a certain threshold. Prompting them replace the fine fuel filters.
In addition, by monitoring the diesel rates in the supply and return lines have resulted in the company optimising their maintenance schedule for other parts of the pumping station. Therefore, this has reduced the wear out rate of the pumping stations which would have previously halted production altogether in down time.
In conclusion, the fuel monitoring system has saved USD 5,000 by predictive maintenance, eliminated fuel theft, and reduced the wear out rate of the equipment.
Contact us to learn more.